

一.目的
为了把生产中出现的异常状况迅速而有效地处理,使异常影响降到最低程度。
二.适用范围
适用于公司生产车间所发生的生产异常。
三.定义
本办法所指的生产异常是指设备故障、模具损坏、重大品质问题、技术问题、人员不足等影响生产进度,进而会影响到订单交期的突发状况。
四.作业规范
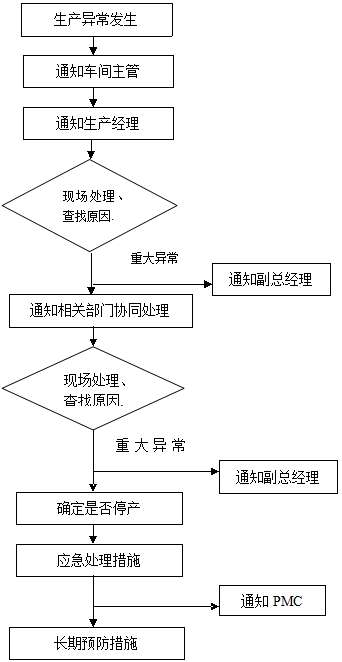
1.当出现生产异常时,现场管理人员立即(10分钟内)报告主管、经理,车间三级管理人员必需依如下程序进行处理:
1).立即赶到事发现场。
2).立即对现物、现事进行查看分析。
3).立即推出暂行处理措施,以防事态的扩大。
4).及时通知事件的责任部门。
5).立即判断出问题的严重程度,以及其可能的影响程度。
6).查找原因,采取根本措施解决问题,落实责任。
7).验证采取措施的结果,并积极寻找预防与控制方法。
2.部门经理依据现场实际,决定是否需向副总经理汇报。
3.对需跨部门协同解决生产异常的,由部门经理责成当事单位主管立即发出内部联络单,并迅速通知相关部门。
4.相关部门在接到生产异常信息后 10 分钟内(紧急事件立即处理)赶到生产现场,初步分析。如部门负责人不能到现场应在规定时间内派人到场。
4.1 要求异常主导处理责任人在接到信息后 30 分钟内要求制定出应急措施:
A 质量异常:由品质部负责主导对异常情况进行分析及处理,必要时组织相关部门专题会议讨论解决。
B 设备异常:设备异常由设备部负责对设备进行检修,如不能在规定时间内完成则需向相关生产单位说明,同时提出停产申请并回复确定修复时间,维修完成后由生产部责任班长签署维修结果。
C 物料异常:由PMC根据实际情况书面确定是否调单或代用物料生产。
D 技术、工艺异常:由工程部负责主导对异常情况进行分析及处理,必要时组织相关部门专题会议讨论解决。
4.2 生产各单位按应急措施进行调整生产。
5. 相关部门如不能在规定时间内处理,应做出是否停产的意见,并注明预计恢复生产时间。
6. 对可能影响的生产进度,由部门经理在异常发生2小时内(夜班则在第二天早上8:30前)填写《生产异常联络单》详细向PMC部报告。
7. 由异常处理的主导部门在《生产异常联络单》中填写原因分析及应急措施栏,然后交生产部跟进并转PMC部。
8. 对属人为因素所造成的生产异常时,部门经理需对相关责任人进行处理。
9. 生产恢复正常后,相关责任部门应针对异常问题的深层次原因制定长期的预防措施,以杜绝同样异常的再次发生。
五.处罚规定
1 .现场管理人员未在规定时间内报告上级的,处罚10元/次。
2. 当事部门主管/经理未在规定时间内发出《生产异常联络单》知会PMC部,依《生产管理条例》处理。
六.相关表单
《内部联络单》
2.《生产异常联络单》
生产异常控制流程: