


“你对现在的数据上的离散是怎么对待的呢?又是怎样区别每天的允许误差与今天少许有问题的数据离散呢?怎样看待其原因呢?”
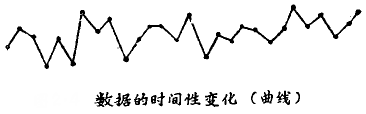
我们已通过柱状图叙述了表示母体质量的方法。但是要想看到质量、产量、原材料利用率或成本等的离散,随着时间变化而变动的情况,画个曲线图就可以了。与罗列数字的日报表相比,如下图那样的物线图则能更好地了解各种问题。请接连不断地编出曲线图吧!画曲线图很简单,就是在横轴上划分出产品号、批号或日期,在纵轴上划分出表示质量的特性值。如能在这个曲线图上再把规格界限也画进去,就能和拄状图一样,随着时间变化而变动的情况,可与规格值进行对比。
那么,产生这种离散性的原因是什么?
“对我们的工序来说,在无限的原因当中,应该订出规格和作业标准的应该是什么?能影响到产品质量的原因数不胜数。在这些原因当中,象原料的配比、阀门的开闭度、车刀的磨损和调节等,都是可以采取措施的。但也有象气温那样不好办的原因。可是也不能把可以采取措施的原因,全部都规定出作业标准。比如,为了达到某种要求,无论如何也得需要设备和机器,因而使产品造价过高。如果在使用产品的人和下道工序允许的范围内,就是有某种程度的离散性也无妨的话,那就应该稍灵活一点。也就是说,一般都是对与产品质量、数量、成本和安全等方面有较大影响的原因(因素),订出作业标准。
综合上述,可以认为;
(1) 即使规定了作业标准,也可以在允许的范围内改变作业
业条件。
(2) 原料的质量也可以在允许误差的范围内改变。
(3) 其它原因,既小且无限多。
所以就是按照作业标准去工作,实际上产品也会多少有些离散性。这是偶然的原因造成的,对这种原因进行调查也没有意义。
与此相反,对于
(1) 由于不遵守作业标准所造成的误美;
(2) 虽然遵守了作业标准,但由于各类标准不完备,对可能产生离散性的原因没有控制住所造成的误差。
对由以上两点所引起的产品质量的离散性,必须采取有效措施。这是不能放过的原因,也是异常的原因。
也就是说,哪怕是把一定的质量作为目标,在原材料规格和作业标准等方面已经标准化的条件下进行生产,其产品质量也会
有或大或小的离散性。这个离散性的原因可以分为以下两个方面:
(a) 由于偶然的原因所造成的离散性。
(b) 由于不能放过的原因所造成的离散性。
(a)是调查原因也无意义的、可以容许的离散。这叫做“有管理的离散”。(b)是由于异常原因引起的、必须立即找出原因采取措施的离散。这叫做“没有管理的离散”。作为车间的监督者来说,当发现有不按作业标准进行生产的,就必须立即采取措施使其按照作业标准进行生产。如果认为是作业标准不完备,除向上级报告外,还要积极采取对策,提出改进方案以充实作业标准,努力防止再次发生类似的现象。
如能这样来判断离散性进行管理,把重点放在防止再次发生类似的离散上,那么不能放过的离散原因就可以逐渐地得到解决。工序就可以逐渐地得到改进,而走上可靠的管理状态。这种状态就叫做“管理状态”。对产品的质量来说,这就体现了管理的分布。